Theory of Constraint...
Theory of Constraints

Theory of Constraints
The “Theory of Constraints” was presented by Eliyahu M. Goldratt and Jeff Cox in their book “The Goal”, from 1984, being initially imagined for a manufacturing process. However, the idea that the productivity of any process is limited by its most critical subcomponent (or constraints) can be extrapolated to other realities, including the provision of professional services.
In this article, we will understand a little of what the theory says, present a practical example and contextualize how these ideas can be applied to our operating processes, especially in customer service, adapting important concepts to our reality.
Theory
One of the main productivity indicators of a process is its lead time, or the total time (in average or median) in which a new request goes through all its stages until it is finished. This time will inevitably be tied to the demand in each of the subcomponents of the “production line”, that is: if there is a queue in any of these components, the waiting time until the request is processed at that stage will be directly added to the lead time, decreasing the process productivity, regardless of the other steps.
In practice, sometimes without even understanding why, some teams seek to combat the “storage” of demands within the process by adopting “pull production” (or production on demand) and using some of the most popular methods of preventing bottlenecks and waste, such as Kanban. Coherently, Little’s Law tells us that limiting the number of items in progress increases the flow of the process, which is equivalent to decreasing the lead time of executing an item, alone, or increasing productivity.
However, what the “Theory of Constraints” tells us is that every process will have bottlenecks and that these bottlenecks can change over time. Therefore, in order to improve global productivity, the secret is to work on these bottlenecks, much more than to evolve the process as a whole. What will define your success in decreasing lead time, therefore, will be the agility of acting in the bottlenecks and constraints, at a given moment.
It is also important to remember that removing bottlenecks from processes usually requires investment, whether in equipment, people or technology. Thus, at a given moment, evolving a process may not make sense because the return on investment is very long, that is, the improvement in results will take time to pay for the investment made. When the process reaches this stage, we consider that it is optimized for the current reality.
To illustrate the logic of process improvement-oriented to restrictions, we will know the principle of the Drum Buffer Rope (or DBR), and then understand what differences are found when talking about a service process.
Drum Buffer Rope (or DBR)
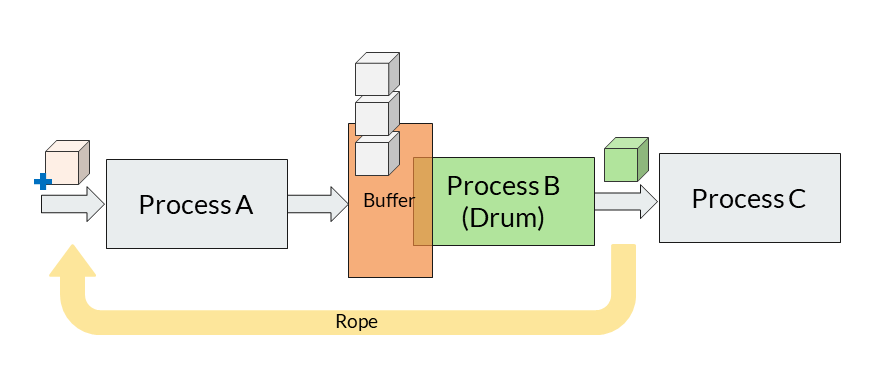
The Drum is the component of the process as the current bottleneck. The “rhythm” of your beats determines the maximum flow that the process can take. For example, a drum that works at 12 items per hour will also limit production on the production line to 12 items/hour. It is intuitive to think that, in case this component fails or presents idle time, it will cost the maximum productivity of the process, and for this reason, it is essential that this sub-process works continuously, with the minimum possible stops.
One way to ensure that a critical phase does not stop is to provide a small stock, or queue, at the entrance to the component. This line is called Buffer, and should never be empty so that the Drum is always in operation. It must also have a limited size, as each stock on the production line represents an additional cost.
Precisely for this reason, it is necessary some type of signal that represents the completion of a cycle (or piece, or demand) in the drum and allows the entry of a new request in the process, possibly meaning the arrival of another item in the buffer. This signal is the Rope, a way to beat the rhythm of the process so that it meets the maximum allowed by the drum, and therefore the highest possible productivity.
Therefore, in order to improve global productivity, the secret is to work on these bottlenecks, much more than to evolve the process as a whole. What will define your success in decreasing lead time, therefore, will be the agility of acting in the bottlenecks and constraints, at a given moment.
Once the Drum is identified, it is possible to work to improve the productivity of your process!
The pizzeria
To exemplify the concepts presented above, we will use the simplified process of a pizzeria.
Suppose that the steps from ordering to pizza delivery are as follow:
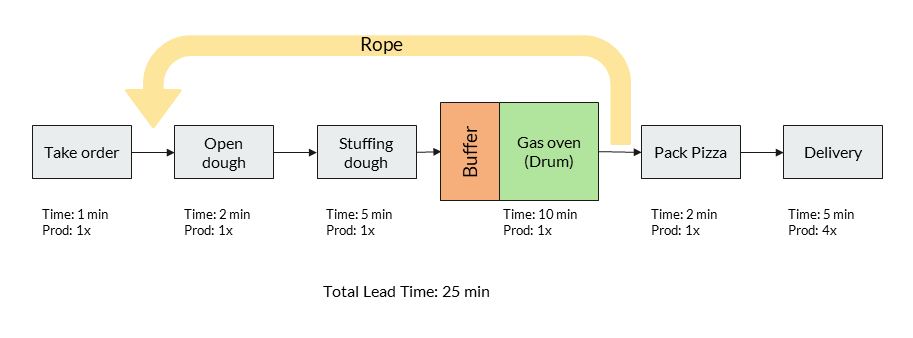
For simplicity, we are assuming that each step holds one item at a time, with the exception of delivery (where it is possible to process 4 pizzas). We have also determined that there are no entry restrictions, as there is always an order available.
Each of the steps also has the estimated process time, the longest being the gas oven (10 minutes). This oven, therefore, is our Drum. Before the drum, there is a buffer with some stuffed doughs ready to bake, and with each pizza that comes out of the oven, the rope sends a signal to open one more dough and start another productive sequence (while the oven is already baking) the next item in the buffer, and never stop.
First improvement: wood oven
As the Theory of Constraints tells us, what we have to do, in order to improve our process, is to attack the bottlenecks. We do this by improving the performance of our drum, or by placing other components in parallel. In this case, we will replace our oven with a wood oven, capable of baking a pizza in 3 minutes:
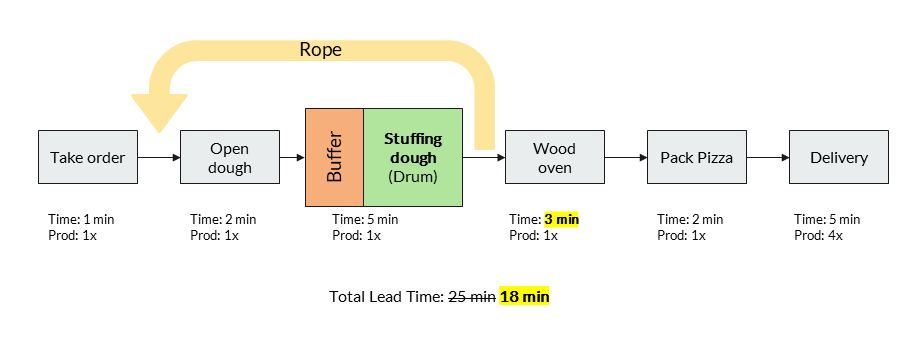
Right away, we can see two changes: the total lead time of the process dropped from 25 to 18 minutes, and the new bottlenecks in the process are the steps of “stuffing dough” and “delivery”, requiring 5 minutes each.
These two stages have some particularities between them: in the case of pizza delivery, it is not recommended to create a very large buffer, as the pizza could cool down. We created a new buffer in the “stuffing dough” stage, therefore, and we can parallelize the delivery of the pizzas by hiring another delivery man or a mobile app to transport the pizzas, for example. Who will dictate the rhythm of the process, through the new rope, will be the process of stuffing the dough, which will have available some already open doughs to keep it always in operation.
Realize that, at this point, we already have a clear idea of what the next improvement target would be: the current drum. Also notice that every second saved in this process of filling the dough directly impacts the total lead time, until the time is below 3 minutes and the wood oven becomes the bottleneck again. These “drum changes” are common and one of the signs that your process is increasingly productive.
Theory of restrictions applied in Customer Service
After we understand a little better what the “Theory of Constraints” is and how it applies in production processes, we will highlight some particularities of a customer service process, in relation to the factory, and understand if it is possible to draw a parallel between what we’ve seen so far and the optimization of a support team.
First, it is important to highlight that in the service process any queue is a potential bottleneck. For example, if you divide your calls into service levels (N1, N2 and N3, for example) and between agents, an out-of-control queue at any of these “boxes” will impact the average lead time of the entire process. Monitoring all queues, therefore, is essential, as well as a dynamic allocation of your staff where it is most needed.
Sizing your team correctly is even more essential when your team is multifunctional, which is generally true in service processes. Agents must have information about the current bottleneck (drum) as they can act with greater precision.
Finally, we can remember that the demands in the case of support are not controlled and do not apply to the macro-process. Explaining better: we have no control over what types of calls will be opened at any given moment, nor over the volume of calls opened at any time. Therefore, the rope principle should apply to each stage of the process, or to each of the rows. In the majority of teams, there is no single process for handling calls, due to the variety of requests.
Sizing your team correctly is even more essential when your team is multifunctional, which is generally true in service processes. Agents must have information about the current bottleneck (drum) as they can act with greater precision.
And so, we come to the end of another article. Be sure to check out our other articles, tell us what you think!
Thank you.